

Press area2024-04-17
#Italy #italy
Discover deeply
AIC received the ISO 45001:2018 certificate of conformity for safety
AIC is proud to announce that it has received the certificate of conformity to ISO...
#Italy #italy
Discover deeply
Press area2024-04-16
#Italy #italy
Discover deeply
AIC will stand again with Acciaierie Venete for the new greenfield Wire Rod Line in Sarezzo (Italy)
AIC has been again selected by Acciaierie Venete as a strategic partner for the electrical...
#Italy #italy
Discover deeply

Press area2024-04-11
#India
Discover deeply
Collaboration between KOCKS and AIC continues for an Indian Alloy-Steel manufacturer.
The collaboration between AIC and FRIEDRICH KOCKS GmbH Germany continues effectively...
#India
Discover deeply

Press area2024-04-04
#Canada
Discover deeply
Revamping of Reversible Rougher Mill Stand in Canada
Gerdau Canada commissioned AIC the revamping of the 5 Mill Reversible Rougher Stand...
#Canada
Discover deeply

Press area2024-03-25
Discover deeply
AIC will supply new motors and automation system for the Kocks RSB of Indian Steel & Wire Products Ltd.
The client Indian Steel and Wire Products Ltd, awarded AIC group the supply contract...
Discover deeply
Press area2024-03-20
#USA
Discover deeply
Complete modernization of the plant for a customer in New Jersey
AIC North America has been granted of a PO from a customer in Sayreville, New Jersey...
#USA
Discover deeply

Press area2024-03-14
#Italy #italy
Discover deeply
AIC developed the electrical part of Carpenteria Almici's overhead crane that went into service in Switzerland.
Carpenteria Almici SpA, has once again chosen AIC to design and implement the electrical...
#Italy #italy
Discover deeply

Press area2024-02-27
#USA #Canada
Discover deeply
New Job Order for AIC North America at Gerdau Whitby ON - Canada.
After revamping most of the drives on the rolling mill of Gerdau located at Whitby...
#USA #Canada
Discover deeply

Press area2024-02-13
#February #Italy #italy
Discover deeply
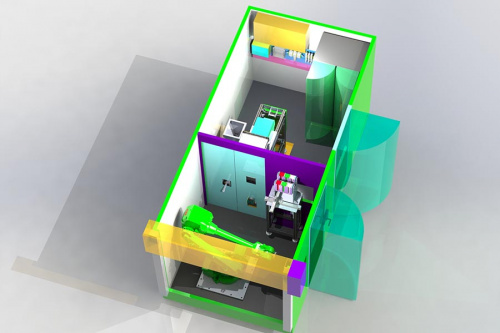
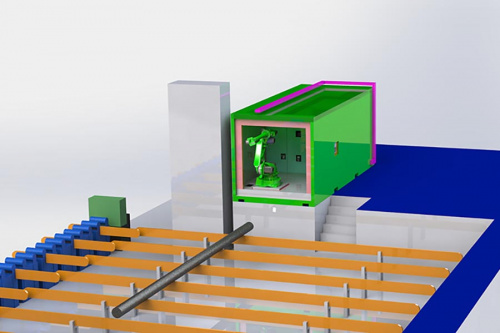
Newly developed Robotic Stacker by AIC
AIC continues the collaboration with Acciaierie Venete with the upgrade of the control...
#February #Italy #italy
Discover deeply
Press area2024-02-05
#USA #February
Discover deeply
Installation of level 2 automation for billets quality improvement in South Africa
Cape Gate commissioned AIC the design, realization and installation of an Advanced...
#USA #February
Discover deeply

Press area2024-01-30
#January #Italy #italy
Discover deeply
Photovoltaic system installation for ATS
ATS Mechatronics is starting the installation of a photovoltaic system on its production...
#January #Italy #italy
Discover deeply

Press area2024-01-16
#January #India
Discover deeply
AIC India received order for revamping of existing shear control systems
In December 2022 AIC India received the order from one of the Stainless-Steel manufacturers...
#January #India
Discover deeply

Press area2024-01-23
#2024-01-14
Discover deeply
Automazioni Industriali Capitanio has been recognized among the "Workplaces that Promote Health."
Our company is actively committed to promoting a healthy lifestyle among its employees
#2024-01-14
Discover deeply

Press area2023-12-13
#India #December
Discover deeply
AIC India upgrades Rolling mill speed control system
In December 2022 AIC India received an order from one of the Alloy-Steel manufacturers...
#India #December
Discover deeply

Press area2023-11-30
#Turkey #November
Discover deeply
Rolling I-Beam IPE200 project at Mescier progressing well
Turkish client Mescier congratulates with AIC for its great contribution after commissioning...
#Turkey #November
Discover deeply

Press area2023-11-07
#India #November
Discover deeply
350,000 TPA Bar Mill Commissioned in record time
Rungta Mines Awarded AIC an order for the automation and Drive systems for their...
#India #November
Discover deeply

Press area2023-10-25
#October #SocialEngagement
Discover deeply
Unite by Excellence: The historic partnership between Automazioni Industriali Capitanio and FeralpiSalò continues
A bond of Solidarity, Sport, and Friendship that has thrived for fourteen years
#October #SocialEngagement
Discover deeply

Press area2023-09-29
#September #Worldwide
Discover deeply
A summer of record-breaking in commissioning: 20 facilities restart worldwide.
The relentless efforts of the AIC Team during the summer halt have led to extraordinary...
#September #Worldwide
Discover deeply

Press area2023-09-04
#Italy #September
Discover deeply
Revamping of Bar Mill Drives at Cogne Acciai Speciali - Step 2
The ongoing collaboration between AIC and Cogne Acciai Speciali goes on with the...
#Italy #September
Discover deeply

Press area2023-08-03
#Italy #August
Discover deeply
FAT obtained on 2 robotic islands for labeling and marking metal sheets.
The robotics team has successfully undergone testing on n.2 robotic islands that...
#Italy #August
Discover deeply

Press area2023-07-13
#Brazil ##July
Discover deeply
AIC South America for Gerdau Divinópolis revamping in Minas Gerais
AIC South America and Gerdau teams at Divinópolis site in Minas Gerais (Southeastern...
#Brazil ##July
Discover deeply

Press area2023-06-01
#USA #June
Discover deeply
FAT completed for drives upgrade at GERDAU Monroe Rolling Mill
In May, AIC North America Corp. team received the customer at the AIC Italy operations...
#USA #June
Discover deeply

Press area2023-05-23
#Italy #May #Oman
Discover deeply
Factory Acceptance Tests for new robotics islands in Italy and Oman.
New robotic islands will be installed globally in the upcoming months: in recent...
#Italy #May #Oman
Discover deeply

Press area2023-04-04
#Italy #March
Discover deeply
Shredder area revamping at Alfa Acciai
At the end of January, AIC team completed the first modernization stage at the Alfa...
#Italy #March
Discover deeply

Press area2023-04-04
#Italy #March
Discover deeply
Revamping of the EAF Melting Furnace's Main Pulpit at Feralpi Group
AIC Group carried out the modernisation of the main pulpit located in the melting...
#Italy #March
Discover deeply

Press area2023-04-04
#February #Sweden
Discover deeply
Roughing mill revamping at Ovako Hällefors in Sweden
AIC in partnership with Pomini Long Rolling Mills has signed a contract with the...
#February #Sweden
Discover deeply
Press area2023-04-04
#India #February
Discover deeply
AIC India received the order for revamp of existing shear control systems.
In December 2022 AIC India received the order from one of the Stainless-Steel manufacturers...
#India #February
Discover deeply

Press area2023-04-04
#January #Brazil
Discover deeply
AIC South America completed the modernization at Gerdau Cosigua
AIC South America team has revamped Mill 2 in the Brazilian plant Cosigua for Gerdau...
#January #Brazil
Discover deeply
Press area2023-04-04
#January #India
Discover deeply
AIC India received the order for its production organizer suites
In September 2022 AIC India received an order for its production organizer suite...
#January #India
Discover deeply

Press area2023-04-04
#India #February
Discover deeply
AIC India received the order for the upgradation of the speed control system for Alloy Steel Plant
In December 2022 AIC India received an order from one of the Alloy-Steel manufacturers...
#India #February
Discover deeply

Press area2023-04-04
#February #Italy
Discover deeply
Supply of control equipment for a kiln charging overhead crane at the Pittini Group
Verona Galtarossa melt shop of the Pittini Group has received the kiln charging bridge...
#February #Italy
Discover deeply

Press area2023-04-04
#January #USA
Discover deeply
AICNA for rougher mill stands drives upgrade at Gerdau Whitby
The AIC American team has led the restart at the Whitby structural mill in Toronto,...
#January #USA
Discover deeply
Press area2023-04-04
#January #USA
Discover deeply
Successfully Factory-Acceptance Test for Columbia City and Jacksonville steel plants in North America
In the weeks 46-47 of 2022, the AIC North America team successfully granted Factory-Acceptance...
#January #USA
Discover deeply

Press area2022
#USA #December
Discover deeply
Drives Upgrade for Rolling mill Stands at GERDAU GSN Mill in Monroe, USA
AIC North America team will complete the entire revamping of the...
#USA #December
Discover deeply
Press area2022
#Italy #November
Discover deeply
Laser cutting with automatic loading and unloading for the Italian company ESTI.
High-end 3D laser cutting stations with a fully automatic loading...
#Italy #November
Discover deeply

Press area2022
#USA #November
Discover deeply
Caster Oscillators revamping for GERDAU Jackson, Tennessee (USA)
AIC North America team has been contracted to revamp caster oscillators...
#USA #November
Discover deeply

Press area2022
#Italy #October
Discover deeply
Successful Phase 1 completion of stainless-steel bar mill intervention at Cogne Acciai Speciali
Ahead of schedule, after the annual stoppage, interventions of the...
#Italy #October
Discover deeply

Press area2022
#Italy #September
Discover deeply
Automation Upgrade for Acciaierie Venete, Odolo (BS, Italy).
Acciaierie Venete Group has renewed its confidence in AIC to modernize...
#Italy #September
Discover deeply
Press area2022
#India #August
Discover deeply
First phase of automation system upgrade at SMW ISPAT in India
AIC India was contracted to upgrade the steel manufacturer's existing...
#India #August
Discover deeply

Press area2022
#August #Canada
Discover deeply
Roughing mill revamped for Gerdau Manitoba in Canada.
AIC Team successfully commissioned the complete automation system...
#August #Canada
Discover deeply

Press area2022
#July #Turkey
Discover deeply
E&A equipment upgrade for the new Turkish Mescier Group section mill
Automazioni Industriali Capitanio will supply completely renovated...
#July #Turkey
Discover deeply

Press area2022
#USA #July
Discover deeply
Rolling mill stands and drives upgrade at Gerdau Wilton
Engineers from AIC North America have successfully commissioned the...
#USA #July
Discover deeply

Press area2022
#Italy #May
Discover deeply
New bars evacuation on cooling bed outlet started at Metallurgica Marcora steel plant
In March the rolling mill Metallurgica Marcora based in Cuggiono...
#Italy #May
Discover deeply

Press area2022
#USA #March
Discover deeply
Restarting operations at the rebar manufacturing plant in New Jersey's finishing end area.
After the interventions focused on the modernization of the electrical...
#USA #March
Discover deeply

Press area2022
#February #Italy
Discover deeply
Feralpi Siderurgica has chosen AIC to improve roughing area and intermediate shear.
Commissioning was performed during the Christmas 2021 halt, in order...
#February #Italy
Discover deeply

Press area2022
#January #Italy
Discover deeply
Caleotto restarts operations following safety system upgrade
Caleotto, a high-quality wire rods manufacturer, restarts the production...
#January #Italy
Discover deeply

Press area2022
#Brazil #January
Discover deeply
Factory-acceptance tests (FAT) ended for Gerdau Cosigua steel plant in Brazil
In the ending part of 2021, AIC, ABB Group and Gerdau celebrated...
#Brazil #January
Discover deeply

Press area2022
#Brazil #December
Discover deeply
AIC Brazilian Team completed the FAT for Gerdau Divinópolis in Brazil
AIC Brazil has recently obtained the FAT (Factory Acceptance Test)...
#Brazil #December
Discover deeply

Press area2022
#Argentina #August
Discover deeply
Robotic tagging station for Acindar passed factory acceptance testing.
In the last week, ArcelorMittal Acindar representatives visited our...
#Argentina #August
Discover deeply

Press area2022
#Brazil #June
Discover deeply
Drives and Automation Modernization for Gerdau Group in Brazil
AIC Brazil has recently revamped both Cosigua and Divinopolis steel...
#Brazil #June
Discover deeply

Press area2022
#USA #May
Discover deeply
FAT successfully accomplished for structural mill drive upgrade at Gerdau Whitby.
In April end, Gerdau granted AIC the Factory Acceptance Test (FAT),...
#USA #May
Discover deeply

Press area2022
#April #France
Discover deeply
AIC's intervention on stands for French rolling mill
AIC will deliver the electrical, electronic, and engineering packages...
#April #France
Discover deeply

Press area2022
#April #Italy
Discover deeply
AIC engaged for stainless-steel bar mill revamping at Cogne Acciai Speciali – Phase I
Italian steelmaker Cogne Acciai Speciali has engaged Automazioni...
#April #Italy
Discover deeply

Press area2022
#April #India
Discover deeply
Greenfield high-performance project for Suryadev Chennai-based steel mill
AIC recently commissioned the greenfield 350,000TPA Rolling Mill...
#April #India
Discover deeply
Press area2022
#USA #March
Discover deeply
Steel Dynamics medium section mill for AIC's robotic tagging station in the American market.
Steel Dynamics, Inc. (SDI), one of the largest domestic steel producers...
#USA #March
Discover deeply
Press area2022
#January #Argentina
Discover deeply
Anthropomorphic robotic tagging station for Acindar’s finishing end area in Argentina
ArcelorMittal Acindar and AIC team will integrate an automation robotic...
#January #Argentina
Discover deeply

Press area2022
#December #Spain
Discover deeply
2 new BAT contracts for Spanish long-producer Celsa.
Our Mechatronics Team has recently completed Factory Acceptance Tests...
#December #Spain
Discover deeply